Service Hotline: +86-0757-2332 2638

STRONG TECHNOLOGY - controlled atmosphere nitriding and carbonitriding simulation system
- Categories:News
- Author:
- Origin:
- Time of issue:2022-08-15
- Views:999
(Summary description)STRONG TECHNOLOGY focuses on material heat treatment and participates in the formulation of a number of national heat treatment standards. It has accumulated a large amount of process data and developed a simulation system for controlled atmosphere nitriding and carbonitriding. Before workpiece production, it simulates the production process, simulation output and energy consumption calculation, which greatly saves the test time and cost.
STRONG TECHNOLOGY - controlled atmosphere nitriding and carbonitriding simulation system
(Summary description)STRONG TECHNOLOGY focuses on material heat treatment and participates in the formulation of a number of national heat treatment standards. It has accumulated a large amount of process data and developed a simulation system for controlled atmosphere nitriding and carbonitriding. Before workpiece production, it simulates the production process, simulation output and energy consumption calculation, which greatly saves the test time and cost.
- Categories:News
- Author:
- Origin:
- Time of issue:2022-08-15
- Views:999
With the development of the times, alloy materials and composite materials for new energy and clean energy are emerging in endlessly, and each component is shouldering an important mission. It costs expensive time and cost for parts to be processed, heat treated and then used in practice. STRONG TECHNOLOGY focuses on material heat treatment and participates in the formulation of a number of national heat treatment standards. It has accumulated a large amount of process data and developed a simulation system for controlled atmosphere nitriding and carbonitriding. Before workpiece production, it simulates the production process, simulation output and energy consumption calculation, which greatly saves the test time and cost.

Technical requirements for workpiece nitriding - workpiece name, nitriding standard (GB/T11354/HB5022/AMS2759), surface hardness, nitriding layer depth, matrix hardness, boundary hardness (increased value of boundary hardness), boundary nitrogen content, white layer (compound layer) thickness
workpiece material - grain size grade GB/T6394, banded structure gradeGB/T13299, pretreatment (quenching and tempering) grade GB/T11354.
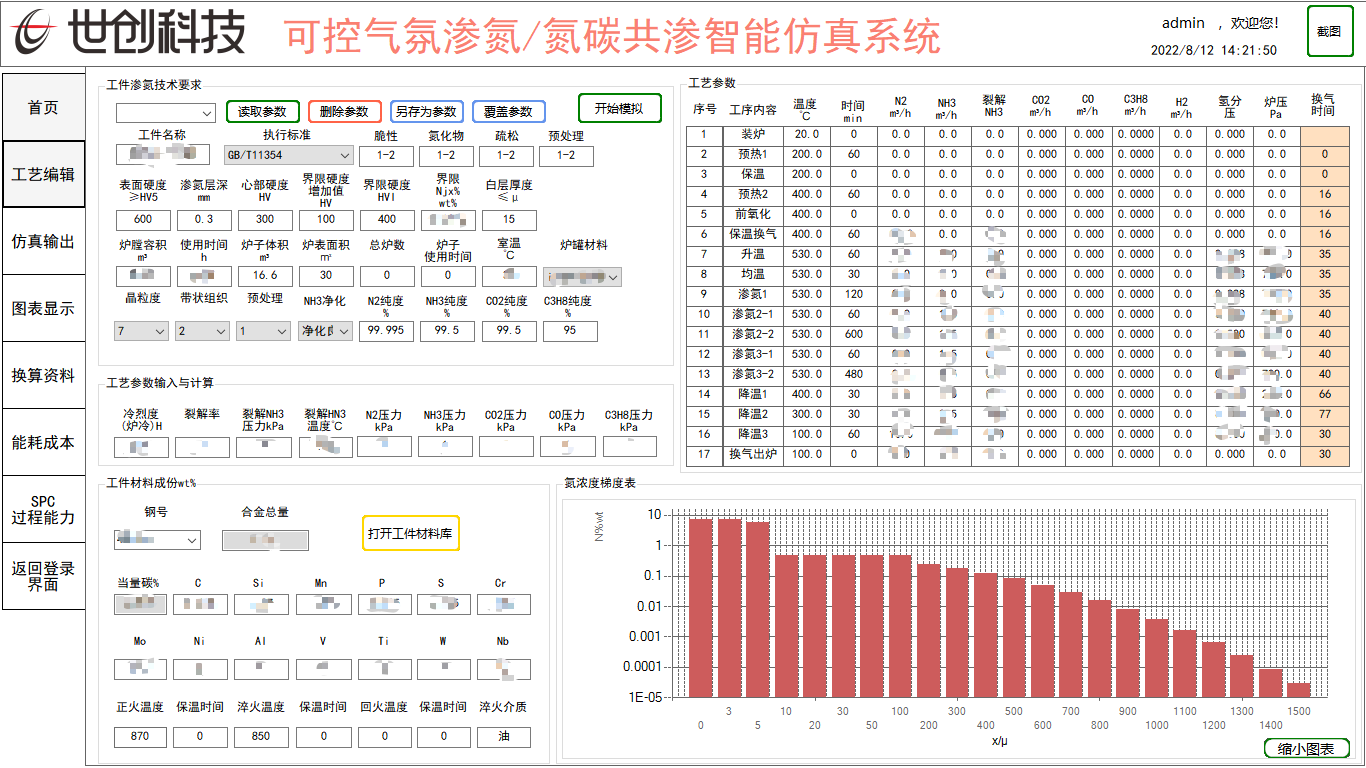
Workpiece material - a variety of nitriding material components are collected, and the material components can be input in the material menu. When the material brand is input, the average component of the material is automatically input.
The process preparation menu - the nitriding temperature, time and process medium flow are input. When the input temperature, time and flow are inappropriate, the intelligent expert system will automatically remind, pop up the reminder menu.
And the simulation results output the nitriding concentration gradient, hardness gradient, Nitriding layer depth, compound layer (white layer) thickness, surface nitrogen content, carbon content (nitrocarburizing), brittleness level, nitride level, porosity level, nitriding time and total time, process medium consumption and other parameters.
Workpiece calculation requirements include workpiece material, surface hardness, nitriding layer depth, boundary hardness, white layer thickness, heart (matrix) hardness and other parameters.
When ammonia, cracking ammonia, carbon dioxide, carbon monoxide, hydrocarbon gas and atmosphere nitrogen potential, carbon potential or hydrogen content do not match, the intelligent system of this software will prompt unreasonable parameters, and the process personnel will correct and change them in time.

AMS2579 / 12A stipulates that when low alloy steel and carbon steel are nitrocarburized at 560 ℃, the nitrogen potential Kn2.13-2.41 and carbon potential Kc0.57-0.69 of type 1, correspond to the nitrogen content of about 8.2% and carbon content of about 0.19% in the figure. The simulation calculation shows that the nitrogen content is 8.1% and carbon content is 0.18% at 560, Kn2.27 and Kc0.63, which is consistent with the data in the figure.
No white layer (compound layer) nitriding is the main symbol of precision controlled atmosphere nitriding. It has strict requirements on equipment, process and control. Only when no white layer nitriding is achieved, and which can be called precision controlled atmosphere nitriding.

Controlled atmosphere nitrocarburizing of gray cast iron


Service hotline|+86-0757-23322638
Website|http://en.strongmetal.cn/
Address|No.32 Shizhou, Chencun, Shunde, Foshan, Guangdong 528313,PRC.
Scan the QR code to read on your phone
Related News
Official account


Online customer service hotline
Add:Shizhou, Chencun, Shunde, Foshan, Guangdong 528313, China
Tel:0757-23322638
Fax:0757-23322619
Copyright © 2020 Guangdong Strong Metal Technology Co., Ltd All Rights Reserved. 粤ICP备09051653号 Powered by www.300.cn
